スコッチウイスキー:原料選択と加工
要旨
スコッチモルトおよびグレーンウイスキーの生産は、拡大する市場要求や、穀物供給網の支援、エネルギー・水使用量の削減、環境負荷の最小化といった持続可能性要件に対応するため、大きく変化してきた。本章では、モルトウイスキーおよびグレーンウイスキーの原料となる穀物の選定と調達について概観し、蒸溜所における現在の加工技術、特にモルト蒸溜所でのマッシング(糖化)や、グレーン蒸溜所での調理・糖化方法の発展を、現代のサステナビリティ目標との関連で紹介する。
キーワード
大麦育種、穀物、グレーン、トウモロコシ、モルト、ピーティング(泥炭乾燥)、シングルモルト、ソフトウィンターウィート、サプライチェーン、持続可能性
はじめに
スコッチウイスキーの生産は、消費者向けの一般書から、蒸溜業界関係者向けの技術文献まで、非常に多くの出版物で取り上げられてきた。特に『The Alcohol Textbook』(Walkerら、2017;Ingledewら、2009;Jacquesら、2003)はアルコール生産全般の優れた背景資料を提供している。モルトとグレーンウイスキーの歴史については、HumeとMoss(2000)が簡潔かつ豊富な図版を用いてまとめている。モルトウイスキー製造の技術的詳細については、Piggottら(1989)、Bathgate(1989, 1998, 2003)、Dolan(2003)が参考になる。
また、Pyke(1965)、Rankin(1977)、Bathgate(1989)、Wilkin(1989)、PiggottとConner(1995)、Bringhurstら(2003)、Collicut(2009)、KelsallとPiggott(2009)らによるグレーン蒸溜に関する記述も貴重である。
近年では、Worldwide Distilled Spirits Conferences(BryceとStewart, 2004;Bryceら, 2008;WalkerとHughes, 2010;Walkerら, 2012;Goodallら, 2015;Jackら, 2018)の論文集が、最新動向を知るために不可欠な情報源となっている。
さらに、スコッチウイスキー業界では環境負荷低減と気候変動への対応が重要課題となっており、穀物処理技術を再検討する適切なタイミングを迎えている。
サステナビリティと供給網
ウイスキー業界では、持続可能な穀物供給網の確保が極めて重要とされている(Brosnanら, 2010)。
サプライチェーンの各段階において、経済、環境、社会的要因が異なる優先順位を持つため、全体の持続可能性を保つためには慎重なバランスが必要である。主要な推進力は穀物育種家であり、新しい品種の開発が求められている(Brosnanら, 2010)。
業界の戦略的ニーズを明確に伝えるため、蒸溜業者、農家、流通業者間の緊密な連携が求められており、英国植物育種者協会(BSPB)、英国農業園芸開発委員会(AHDB)、英国モルティング業者協会(MAGB)などの組織を通じた連携が行われている。
図10.1では、ウイスキー向け小麦生産における、環境・経済・社会発展の要素がどのようにサプライチェーンに影響を与えているかをモデル化して示している。
スコッチウイスキー製造の現状
現在、スコットランドでは約130のモルト蒸溜所が稼働しており、それぞれが独自のモルトスピリッツを生み出している。
この個性は、シングルモルト製品としても、ブレンデッドウイスキーにおける重要な構成要素としても非常に重視されている。
一方でグレーンウイスキーは連続式蒸溜(コフィースチル)による比較的クリーンなスピリッツが主流だが、完全に無味無臭というわけではなく、原料や加工法がフレーバー形成に影響を及ぼしている。
生産規模において、グレーン蒸溜所の年間生産能力(平均5,900万LPA)は、モルト蒸溜所(平均300万LPA)をはるかに上回っている。2019年時点では、グレーン蒸溜所7カ所の合計能力(4億1千万LPA)が、モルト蒸溜所全体(3億9,500万LPA)を上回っていた(Gray, 2019)。
蒸溜工程と原料選択の基本
- モルト蒸溜では、麦芽大麦を使用し、糖化・発酵・蒸溜を行う。
- グレーン蒸溜では、麦芽大麦と非麦芽穀物(トウモロコシ、小麦など)を併用する。
両者とも、ミリング(粉砕)、マッシング(糖化)、発酵、蒸溜といった基本プロセスを経るが、設備規模やプロセスの柔軟性に違いがある。
なお、スコッチウイスキーの法的定義(Statutory Instrument 2009)により、
- 原料は水と穀物
- 麦芽酵素のみで糖化
- 酵母発酵のみ
- 外部酵素・助剤禁止(カラメル色素を除く)
という厳格な制約がある。
以下は、上の図「穀物供給チェーンに影響を与える要因」を日本語の表形式にまとめたものです。
表:穀物供給チェーンにおける主な関係者と影響要因
| 関係者 | 主な要因・関心事項 |
| 育種家・種子会社 | ・新品種の迅速選定・ロイヤリティと農家採種・研究開発への投資 |
| 農家 | ・粗利益・気候(天候)・病害虫と収量 |
| 穀物商社 | ・輸送と保管・市場需要と生産者期待のバランス・プレミア vs ペナルティ |
| 加工業者(蒸溜所など) | ・一貫した加工品質・原料の安定供給・適正コスト |
| 小売業者 | ・安定した納品(信頼性)・卸売価格と小売価格のバランス |
| 消費者 | ・品質・価格・製品への信頼 |
この表は、スコッチウイスキーを含む穀物を使用する酒類製造業におけるサプライチェーン全体を視覚化したものであり、各段階での利害や制約がどのように連鎖しているかを示しています。
原料
スコッチウイスキーの製造に使用される主要な穀物原料は、小麦と大麦である。モルト蒸留所では麦芽大麦が使用され、グレーン蒸留所では無麦芽の穀物(小麦やトウモロコシ)が用いられる。
長年にわたり、トウモロコシを使用する蒸留所も一部存在するものの、その重要性は大きく低下し、蒸留業者は自らの工程に適した大麦や小麦の品種に対して明確な好みを持つようになった。
大麦に関して言えば、蒸留業者は高いアルコール収率を実現でき、かつ加工性に優れた麦芽を製造できるような、現代的な品種を求めている。現在では、低窒素の春播き大麦が推奨されており、発酵可能な抽出物の含有量が高く、蒸留所での処理性が良好な十分に改質された麦芽を得ることが期待されている。
グレーン蒸留所では、低窒素のソフト系冬小麦品種が求められており、加工が容易で、優れたアルコール収率が得られるものが好まれている。これらの小麦は通常、飼料用またはビスケット用小麦に分類され、プレミアムなパン用小麦とは正反対の品質特性を持つ。なお、パン用硬質小麦はグレーン蒸留には適さないとされる。
飼料用小麦市場の特性上、蒸留業者は基本的な原料として小麦を取引しており、特別なプレミアム価格を支払うことは通常ない。
スコッチウイスキー業界は、自らの穀物原料供給の持続可能性を確保するため、英国の小麦・大麦品種選定プロセスに深く関与しており、育種家、生産者、農業技術者、製麦業者、その他のエンドユーザーとの連携を維持している。
このようなステークホルダーとの協議は、異なる(時には相反する)要件を持つ他用途向け需要とバランスを取りながら、蒸留適性を備えた大麦および小麦を十分に確保するために不可欠である。
蒸留業者と育種家との間のコミュニケーションは、より高いアルコール収率と優れた加工性を持つ新しい大麦・小麦品種の提供に大きく貢献してきた。
重要な品質形質に関する遺伝的知見の進展により、育種家は適切な親品種をより精密に選定し、新しい大麦(および将来的には小麦)品種を効率的に開発できるようになっている。これにより、蒸留業者にとって大きな利点がもたらされるとともに、穀物供給網全体の支援にもつながっている。
穀物育種
19世紀、グレゴール・メンデルによって植物遺伝学の基本原理が確立された。彼は、遺伝形質が世代を超えて伝達されることを発見した。
植物育種家の目標は、これらの遺伝単位(遺伝子)を再構成し、より優れた特性を持つ作物を作り出すことである。しかし実際には、これは非常に複雑で時間がかかり、費用も高額なプロセスである。植物には数千もの遺伝子が存在し、育種家はこれらの中から複数の望ましい形質を1つの植物に組み合わせようとする。
従来の育種方法では、高収量性や耐病性などの望ましい特性を持つ親植物(遺伝型)を交配し、その多数の子孫から最良の個体を選抜していく。これらの選抜された植物は試験圃場で数年にわたって試験され、農業的特性から最終用途適性に至るまでさまざまな形質(フェノタイプ特性)が評価される。
現在の推定では、商業的に成功する1品種の小麦または大麦を開発するために、最大100万個体を育成・評価する必要があり、そのプロセスには最大15年を要する(Brosnanら, 2010)。
近年の非遺伝子組換え(non-GM)遺伝学の進展により、特定のフェノタイプ特性に関与する遺伝子が特定されており、これらの情報を活用することで、従来型の育種技術でもプロセスを加速できるようになっている(Sylvester-Bradleyら, 2010)。
次世代育種技術(例:ゲノム編集)は、遺伝子の挿入や削除を伴わずに作物を大幅に改良できるより精密な方法を提供するが、規制当局や消費者からの受容確立が必要である(Harrison & Brosnan, 2017)。
現代の研究目標の一つは、より少ない窒素施肥と農薬投入で栽培できる品種を開発し、経済的・農業的コストを削減しながら英国市場に適合し、穀物供給網の長期的持続性を支援することである(Sylvester-Bradleyら, 2010)。
これらの取り組みにより、モルトおよびグレーン蒸留業者にとって有望な高品質大麦・小麦品種が続々と登場しており、さらに農家にとっても高収量・耐病性向上といった利点がもたらされている。これらの進展は、蒸留業界と穀物供給網全体の双方にとって、サステナビリティ向上への大きな貢献となっている。
なお、大麦(および小麦)の選抜は、人類の歴史の非常に初期段階、少なくとも1万年前にはすでに行われていたと考えられている(Badrら, 2000)。
現在英国および欧州で栽培される近代的な二条大麦は、寒冷湿潤な北ヨーロッパ地域に適応した半野生の在来種(ランドレース)から徐々に進化してきたものである。これらの原始的なランドレースは、現代の大麦育種における重要な遺伝資源であり、気候変動に耐える新たな品種開発にとって今後ますます重要性を増していくと考えられている。
なお、ランドレースの子孫種である「ベア種大麦(bere barley)」は、現在でも小規模なモルト蒸留所で時折使用されている。
モルト蒸留用原料 — 大麦選抜
現在、現代的なモルト用大麦品種の育種および選抜は、確立された体系に基づいて行われている。
大麦の育種は、商業的な植物育種会社によって、古典的な交配技術を用いて毎年新しい品種群を生み出す形で行われている。
新しい品種を選抜・試験するプロセスは非常に時間とコストがかかり、商業化までには最大15年を要する。
この期間には、育種家による初期選抜と試験(9~11年)に加え、英国における国の登録試験(National Listing、NL試験)が数年続く。
新しい品種1つあたりに必要な投資額は約100万ポンドと見積もられている。
大麦におけるエピヘテロデンドリン(EPH)問題
EPHは、いくつかの大麦品種に存在するグリコシド性ニトリル(GN)であり、これは蒸留酒において規制対象となるエチルカルバメートの主要前駆物質である(Cook, 1990)。
そのため、スコッチウイスキー製造用の新しい大麦品種には、GN非生成性(Non-GN) が必須要件となっている。
現在では、GNを生成しない大麦品種を簡便かつ正確に選別できる新たな遺伝子マーカーが開発されている(JHI, 2018)。
従来から存在したマーカー(Swanstonら, 1999)よりも使いやすく、より広範な遺伝資源に適用可能である。
業界の現在の方針としては、蒸留市場向けすべての新規大麦品種について、GN非生成性を確認することが義務付けられている。
品種登録と推奨リスト
新しい大麦品種が市場に投入される前には、
- 「識別性(Distinction)」
- 「均一性(Uniformity)」
- 「安定性(Stability)」
を満たしているかどうかを確認するDUS試験を受ける必要があり、これが合格するとAHDB(英国農業園芸開発委員会)のナショナルリストに登録される。
このプロセスでは、新品種が本当に独自の特性を持ち、それが品種の寿命を通じて維持されるかを検証する。また、ビール醸造用、蒸留用、飼料用のどの市場向けかを分類する助けにもなる。
新規品種は、最初の2年間(NL1およびNL2)で英国国内での栽培適性(収量、病害抵抗性など)が評価され、さらに推奨リスト(Recommended List、RL)への進出が検討される。
スコットランドでは、スコットランド農業大学(SRUC、現スコットランド農村大学)が、スコットランド版推奨リストへの登録を審査している(SRUC, 2020)。
なお、供給網の持続可能性および炭素フットプリント削減の観点から、スコットランド産大麦の使用が推奨される傾向が強まっている。
モルトスター協会(MAGB)によるマイクロモルティング試験
モルト用大麦については、英国モルトスター協会(MAGB)主導で、マイクロモルティング試験が行われている。
この委員会は、MAGB、AHDB、英国ビール・パブ協会(BBPA)、スコッチウイスキー協会(SWA)によって共同出資されており、モルティング適性およびエンドユーザー品質に重点を置いている。
モルト用大麦には、「醸造(ビール)向け」と「蒸留向け」の両市場に対応するデュアルパーパス品種も存在するが、蒸留用大麦には特有の要件が存在する(例:GN非生成性など)。
特に現在、蒸留用には春播き大麦が重視され、冬播き大麦は主にビール向けとされる。
将来的には、気候変動による春大麦生産リスクを見越し、冬大麦の蒸留適性向上も検討されている(Looseleyら, 2020)。
年間約40品種がNL1段階に入るが、最終承認に至るのは1〜2品種にすぎない。
新品種は暫定承認を得た後、1~2年の商業的スケールでの蒸留試験を経て、最終的なMBC(Malting Barley Committee)正式承認を受ける。
最新の承認品種リストはMAGB公式サイト(www.ukmalt.co.uk)に掲載されている(MAGB, 2020)。
【表1】典型的なモルト仕様(Table 10.1)
| 属性 | 指標値(目安) | 補足 |
| 水分含量 (%) | 3.5–5.0 | 6%以上で保管・製粉時に問題。受入れ時は通常4.0–4.5%。 |
| 可溶性抽出物(細挽き 0.2 mm) (%) | > 79(乾燥重量換算83) | 最良値。モルト年度によるが78–80%が一般的。 |
| 可溶性抽出物(粗挽き 0.7 mm) (%) | > 78(乾燥重量換算82) | 最良値。モルト年度による。一部蒸留所は1.0 mmで試験。 |
| 細挽きと粗挽きの差 (%) | < 1.0 | 適切に改質されていることを示す。 |
| 発酵性 (%) | 87–88 | 最良値。 |
| 発酵可能抽出物 (%) | > 68 | 常に規定されるわけではない。 |
| 予測スピリット収率 (PSY) (LA/トン) | ≥ 410(乾燥重量換算430) | 最良値。年度によるが408–412が一般的。極端な年では405~420。測定法はEBC/IoB法や各社独自法。 |
| ジアスターゼ力 (DP) (α-, β-アミラーゼ) | 通常モルト蒸留では規定なし | グレーン蒸留では≥150–160(非常に良い場合180–200)。 |
| デキストリナイジングユニット (DU) (α-アミラーゼ) | 通常モルト蒸留では規定なし | グレーン蒸留では≥60。年によっては80に達する。 |
| 全窒素含量 (%乾燥) | < 1.45–1.6 | 年度によるが1.3–1.7%範囲もあり得る。 |
| 可溶性窒素比率 (SNR) | 38–42 | 可溶性窒素/全窒素。改質度の指標。低値は未改質、高値は過改質。 |
| 遊離アミノ窒素 (FAN) (ppm) | 150–180 | 高比重仕込みではさらに多く必要。 |
| 脆性率 (%) | > 90 | 穀粒がよく改質されていることを示す。 |
| 均質性 (%) | ≥ 98 | 胚乳の改質が均一。 |
| フェノール含量 (ppm) | 0–50 | 顧客要件による。非ピーテッド麦芽では通常<1–2 ppm。 |
| 亜硫酸ガス (SO₂) 含量 (ppm) | < 15 | 燃料源やピートレベル、NDMAリスクに依存。5ppmまで抑える例も。 |
| ニトロサミン含量 (NDMA, ppb) | < 1 | – |
| グリコシド性ニトリル (GN) (g/トン) | < 1.2 | MBC非推奨品種ではこの値が目安。可能ならGN非生成品種推奨。 |
| GN非生成品種 (g/トン) | 約0.5 | 背景レベル。 |
| β-グルカン (mg/L) | < 100 | 高値は麦汁濾過を遅らせる原因に。 |
| スクリーン通過率 (2.2 mm, %) | ≤ 1.5 | 常に記載されるわけではない。最大値設定例あり。 |
| 加工工程上の規制要件 | – | 麦芽製造中に酵素、ホルモン、その他添加物の追加は禁止。 |
注意事項:
- 指標値は年度による変動あり。あくまで目安とすること。
モルト仕様に関する解説
本表(表10.1)は、以下の文献および情報源に基づき作成されています。
- Dolan, T.C.S. (2003) 『モルトウイスキー:原料と加工』(収録: Russell, I. (編)『Whisky: Technology, Production and Marketing』Academic Press, London, pp.27–74)
- Mulhollandによる追加コメント(2020年7月28日、個人通信)
表に記載されている数値はあくまで目安であり、季節変動や供給状況によって変わる可能性があります。すべての仕様項目が常に指定されるわけではありませんが、表に記載されたものは一般に次の4つの主要カテゴリに分類されます。
主要カテゴリ
| カテゴリ | 内容 |
| (1) 生産効率 | 水分、可溶性抽出物、発酵性、発酵可能抽出物、予測スピリット収率(PSY)。これらは各トンあたりのアルコール生産量に強い影響を与える。 |
| (2) 加工適性 | 改質度を示す脆性率(フライアビリティ)、均質性、細挽き・粗挽きの差、可溶性窒素比(SNR)、遊離アミノ窒素(FAN)。これらによりモルトが蒸溜工程をどれだけスムーズに通過するかを予測できる。 |
| (3) スピリット品質 | 最終製品の風味と品質に関わる要素。特にフェノール含有量(ピーティングレベル)が影響。 |
| (4) 製品保護/デューデリジェンス | 窒素、ニトロサミン、グリコシド性ニトリル(GN)など、汚染や品質リスクを最小限に抑えるための指標。 |
仕様値の検査方法
これらのパラメータは、一般に公式標準分析法に基づいて検査されます。
もともとは**Institute of Brewing(IOB)推奨法(1997)として出版されましたが、現在はEuropean Brewery Convention(EBC)監修のAnalytica-EBC(2010)**にまとめられています。
これらの方法は主に研究室用に設計されており、受け入れ試験には適していません。
注文時に合意した仕様に麦芽が合致しない場合、蒸留業者は補償を求める権利を有します。
蒸留所パフォーマンスにおいて特に重要なパラメータ
- 水分含量
- 可溶性抽出物(細挽き・粗挽き)
- 発酵性
- 発酵可能抽出物
- 予測スピリット収率(PSY)
これらは、モルト1トンからどれだけアルコールが得られるかを直接左右します。
改質度(モルト加工適性)に関する注意点
- **改質不足(アンダーモディフィケーション)**の場合、抽出効率やアルコール収率が低下。特に伝統的マッシュタンやセミロイタータンでは影響が大きい。β-グルカン分解不全により麦汁濾過が悪化し、発酵効率も低下する可能性あり。
- **改質過剰(オーバーモディフィケーション)**の場合、穀粒が脆くなりすぎ、微粉化しやすくなり、マッシュタンの目詰まりや熱交換器・蒸溜器内の堆積問題を引き起こすリスクがある。
→ 適切な改質度を確保することが極めて重要であり、これは各蒸留所の設備・運用方針によって最適値が異なる。
ピーティングレベルについて
- モルトウイスキーのピート香特性は、主にフェノール化合物群(例:フェノール類、グアイアコール類)の濃度で評価される。
- 通常は高速液体クロマトグラフィー(HPLC)によって定量されるが、簡便法として比色法も使用されることがある。
- 比色法はHPLCほど正確ではないが、ピーティング強度(高・中・低)の分類には有用である。
【表2】ピーティング度別フェノール含量の例(Table 10.2)
| ピーティングレベル | フェノール含量(ppm) | 備考 |
| 無ピート(Unpeated) | 0~3 ppm | フェノール由来のスモーキー香はほぼなし。 |
| 微ピート(Lightly peated) | 3~10 ppm | 微かなスモーク香。バランス重視のシングルモルトなどに。 |
| 中程度ピート(Medium peated) | 10~30 ppm | 明確なスモーク香。多くのアイラ系モルトに相当。 |
| 高ピート(Heavily peated) | 30~50 ppm | 強いスモーク香。ラフロイグ、アードベッグなどに代表されるスタイル。 |
| 超高ピート(Super heavily peated) | >50 ppm | 極端なスモーク香。近年はあまり一般的ではないが、一部製品で採用。 |
解説
- フェノール含量は麦芽1キログラムあたりに含まれるフェノール化合物の総量(主にフェノール、グアイアコール類)を示す。
- 蒸留後、熟成段階を経ることでフェノールレベルは多少減少する傾向があるが、最初の麦芽段階での設定が最終スピリットの香味を決定づける。
- 特にアイラ地方やオークニー諸島では、地域特有の泥炭組成(例:海藻・草本植物混合型)がピートスモークの香味特性に大きく影響する。
ニトロサミンと硫黄処理
スコッチウイスキー製造において、N-ニトロソジメチルアミン(NDMA)などのニトロサミンは、麦芽大麦中のホルデニンと燃焼時に発生する窒素酸化物(NOx)との反応により生成することが知られている。
しかし現在では、間接加熱式キルンを使用する現代的な製麦施設において、ニトロサミンの生成は十分に制御されている。
一方、ピートを使用して麦芽をスモークする工程では、キルニングプロセス中またはキルン送風系への追加工程として、直接的にピート煙を麦芽に曝露させるため、ニトロサミン生成リスクが残る。このため、硫黄(通常は硫黄ブリケットの形態)を燃焼して二酸化硫黄(SO₂)を発生させ、乾燥中の麦芽に送り込む処理が行われている。
二酸化硫黄は、麦芽大麦中のホルデニンとNOxの反応をブロックし、ニトロサミン生成を防ぐ役割を果たす。
硫黄処理の程度は製麦施設によって異なるが、ニトロサミン生成を最小限に抑えるために必要な量が確保されるべきである。
ただし、SO₂レベルが過度に高い場合、酸性化による設備やプラントの腐食ダメージが発生するリスクもある。
過去には、20–25ppmもの高レベルの硫黄使用があったが、近年では高ピート麦芽でも最大15ppmまでとする仕様が標準となっている。
また、15ppmを超える高硫黄濃度は、マッシュのpHを下げて発酵性に悪影響を及ぼす可能性があるため、重硫黄処理されたピート麦芽は、数週間の熟成期間を設けてから蒸留所へ出荷されることが推奨されている。
なお、非ピート麦芽についても、背景レベルのNDMAリスクを最小化するために、最大5ppm程度の低レベル硫黄処理が施される場合がある。
グリコシド性ニトリル(GN)とエチルカルバメート(EC)
エチルカルバメート(EC)は、蒸留酒に微量存在する汚染物質であり、いくつかの重要な国際市場では規制対象となっている。
この物質の生成経路については十分に解明されており、主要な前駆物質は一部の大麦品種に含まれるエピヘテロデンドリン(EPH)、すなわちグリコシド性ニトリル(GN)であることが特定されている(Cook, 1990)。
現在では、
- 製麦
- 蒸溜
- 蒸溜器内での銅の配置
など、蒸留所工程の各段階において注意深い管理が行われていることに加え、
EPH(GN)を生成しない大麦品種の選抜・使用が主たる対策となっている。
その結果、スコッチウイスキー業界では、
蒸留用大麦の新規試験品種すべてについて「EPH(GN)非生成品種」であることを要件とする方針が定められている。
その他の汚染物質管理
蒸留業者は、原料となる穀物について、
- マイコトキシン
- 農薬残留物
- 重金属
などの汚染物質検査を実施する「デューデリジェンス(適正注意)試験体制」を整備することが求められている。
実際には、これらの検査の多くは、
専門の外部委託分析機関
によって行われるのが一般的である。
また、供給網におけるリスクを最小限に抑えるために、
- 英国モルトスター協会(MAGB)
- 英国農業園芸開発委員会(AHDB)
- その他の穀物品質保証機関
が、穀物に対する**定期的な汚染物質サーベイ(調査)**を実施している。
グレーン蒸留用原料
グレーン蒸留用大麦
未発芽の大麦は、トウモロコシや小麦に比べてコスト面では比較的安価であるものの、β-グルカンなどの粘性成分が多いため、加工上の問題が発生しやすく、グレーン蒸留所ではほとんど使用されていない(Walker, 1986)。
グレーン蒸留所では、麦芽化した大麦(モルト)が使用されており、主な役割は未発芽穀物(小麦・トウモロコシ)中のデンプンを発酵可能な糖に変換する酵素源となることである。
スコッチウイスキーの法的定義では、
「糖化に使用するすべての酵素は麦芽由来でなければならず、外部添加酵素は禁止」
と定められている。
麦芽の酵素力は通常、
- デキストリナイジングユニット(DU)(α-アミラーゼ活性の指標)
- ジアスターゼ力(DP)(α-アミラーゼとβ-アミラーゼ総合活性)
で示される。
これらはAnalytica-EBC標準法4.12、4.13(European Brewery Convention, 2010)に従い測定される。
高ジアスターゼ(高DP)モルトは、デンプン分解酵素活性が高く、グレーン蒸留では標準要件とされている。
一般的には、DPが180–200ユニット、DUが50ユニット以上の麦芽が求められる(Bathgate, 1989)。
グレーン蒸留モルトの特徴
- グレーン蒸留では麦芽の使用量を可能な限り削減する方向が強く、麦芽使用率は10%未満まで低下している場合もある。
- そのため、高酵素濃度を持つモルトの重要性が一層増している。
- また、エチルカルバメートリスクを抑制するため、GN非生成大麦品種の使用が推奨される。
ポットスチル用モルトとの違い
- グレーン蒸留用大麦は、ポットスチル用に比べて窒素含量が高い(1.8%~2.0%)。
- これは、アルコール収率よりも酵素活性の確保が優先されるためである。
グリーンモルトの利用と変遷
- かつては、キルニング(乾燥)されていないグリーンモルト(生麦芽)が広く使用されていた(Bathgate, 1989, 1998)。
- グリーンモルトはエネルギーコストが低く、酵素活性が35–50%高く保たれるため、デンプン変換効率が高かった。
- しかし、グリーンモルトは保存性が悪く、輸送コストが高くなるため、現在ではほとんど使用されなくなった。
- 現在の主流は、**商業製麦業者が生産するキルンドモルト(白麦芽)**である。
2002年には、英国最後の自社製麦施設も商業グリーンモルト供給に切り替わった(Robson, 2002)。
海外からのモルト輸入と最近の動向
- かつては北米・カナダ・スカンジナビア(スウェーデン・フィンランド・デンマーク)から高酵素モルトを輸入していた。
- しかし、近年ではGNリスク(エチルカルバメート前駆体)を懸念し、英国国内産への回帰が進んでいる。
- 国内では「フェアリング(Fairing)」「RGTアステロイド(RGT Asteroid)」など、グレーン蒸留向け品種が育成されている。
ただし、市場規模が小さいため、新しい高窒素グレーン蒸留用品種の育種は課題が残っている。
グレーン蒸留用小麦(Wheat)
小麦は、世界で年間約6億5千万トン生産される(FAOSTAT, 2012)、最も重要な穀物の一つであり、世界の栄養源において大きな役割を担っている(Uthayakumaran & Wrigley, 2010)。
食品用途のみならず、飼料や工業用途にも広く利用されている。
小麦は**トリチカム属(Triticum)**に属し、多様な種を含むが、商業栽培されているのは主に以下の2種である:
- 普通小麦(Triticum aestivum):六倍体(6倍体遺伝子構成)。パン、ケーキ、ビスケットなど幅広く使用。
- デュラム小麦(Triticum durum):四倍体(4倍体)。主にパスタ製造に使用。
普通小麦は、
- 赤色種または白色種(種皮の色素強度による)
- 硬質または軟質(種子の硬さによる)
- 冬型または春型(栽培適応条件による)
に分類される(Uthayakumaran & Wrigley, 2010)。
小麦の蒸留適性と必要条件
スコッチウイスキー用に適しているのは、
**軟質小麦(Soft Wheat)**であり、
- 低タンパク質(低グルテン)
- 高デンプン含有量
が重要な要件となる(Brosnanら, 1999)。
これは、パン製造に必要とされる高タンパク・硬質小麦とは正反対の特性である。
一般的に、蒸留向け小麦は、飼料用やビスケット製造用の品質に近い。
冬小麦と蒸留用小麦の特徴
- 冬小麦は英国で最も収量が高く、最大の作付面積を占める。
- スコットランドでは9月末から11月に播種し、翌9月に収穫される。
- 作物育成中の窒素施肥管理が重要で、収穫期近くに施肥すると、穀粒の窒素含有量が増加する(Taylor & Roscrow, 1990)。
- 蒸留用には低窒素が望ましく、スコットランドの気候条件は自然に低窒素小麦をもたらす傾向にある(Brown, 1990)。
小麦とバイオエタノール産業
小麦は、ウイスキーやウォッカ、ジンなどの飲料スピリッツだけでなく、バイオエタノール生産にも重要な原料である。
小麦利用の歴史と現状
- 1984年以降、スコッチウイスキーのグレーン蒸留では、**白色軟質冬小麦(Triticum aestivum)**が主要原料となっている(Brown, 1990)。
- 当初は経済的理由(コスト安)によるものだったが、現在では、非遺伝子組換え(non-GM)認証トウモロコシの確保困難も影響している。
- 現在、スコッチウイスキーの7つのグレーン蒸留所のうち、5つが小麦を主原料としている(Brosnanら, 2010)。
これにより、スコットランドの冬小麦の約50%、英国全体の小麦生産の約5%が蒸留用に使用されている(DEFRA, 2019)。
小麦科学の進展と蒸留業界への影響
近年、小麦の遺伝的特性解明が進み、蒸留向け品種育成に直接活かされるようになった(Sylvester-Bradleyら, 2010;Wanら, 2008)。
これにより、蒸留業界は英国の小麦選抜システムに積極的に関与できるようになっている(Bringhurstら, 2008)。
小麦の生理・生化学特性と蒸留への影響
- 小麦粒の85%は炭水化物(主にデンプン)。
- デンプン量と窒素含有量には逆相関があり(Taylor & Roscrow, 1990)、
→ 低窒素小麦=高デンプン=高アルコール収率が期待できる。 - 粒構造は、胚乳(83%)、ふすま(14%)、胚芽(3%)で構成。
- 蒸留に重要なのは胚乳部分であり、
→ 80%以上が炭水化物(主にデンプン)、約12%がタンパク質。 - 硬質小麦よりも軟質小麦の方が、麦汁の粘度が低く、蒸留工程がスムーズに進む。
(重要)
- 窒素含量はアルコール収率の良い指標であり、一般に低窒素の小麦ほど高いアルコール収率が得られる(Brosnanら, 1999)。
- 単なるデンプン含量だけではアルコール収率を正確に予測できず、タンパク質(窒素)レベルの方が指標として有効とされている(Kindredら, 2008;Aguら, 2008b)。
【表3】英国冬小麦品種の分類(NABIM分類)
| NABIMグループ | タイプ | 主な用途 | 備考 |
| グループ1 | 硬質(Hard) | 製粉・製パン用(プレミアム品質) | 高品質な製粉・製パン性能を持つ。比重(76kg/hL)、タンパク質(13%)、落下数値(HFN∼250)等の厳格な要件を満たす。品種間の互換性は低く、用途ごとに特化。 |
| グループ2 | 硬質(Hard) | 製粉・製パン用(変動あり) | プレミアムパン用適性にばらつきがあり、特定用途向け。グループ1よりもタンパク質含量がやや低い。 |
| グループ3 | 軟質(Soft) | ビスケット・ケーキ・蒸留用 | ビスケット・ケーキ用小麦。軟質ミリング特性、低タンパク質、高抽出率、伸展性のあるが弾力性に乏しいグルテンが求められる。いくつかの重要な蒸留適性品種も含まれる。 |
| グループ4s / 4h | 軟質(Soft)/硬質(Hard) | 蒸留(※軟質のみ)、一般用途、飼料用 | 主に飼料用小麦。蒸留用途では軟質小麦のみ対象。LG-Skyscraperなど、高性能な軟質蒸留向け品種もここに分類される。 |
ウイスキー業界の持続可能性に向けた穀物品種改良
出典:Bringhurst, T.A., Agu, R.C., Brosnan, J.M., 2012a;Bringhurst, T.A., Brosnan, J.M., Thomas, W.T.B., 2012b
小麦仕様
一般に蒸留業者は、加工が容易で、許容可能なアルコール収率をもたらす安価な軟質冬小麦を必要とする。
蒸留用小麦の仕様は、概ね飼料用小麦と同様のものが求められる。これは、製パン業界が求める、高タンパク・高グルテンでデンプン含量の相対的に低い高品質硬質小麦とは対照的であり、パン用小麦はプレミアム価格が支払われる。
パン用仕様の小麦は蒸留用には通常不適切であり、蒸留所内で粘着問題を引き起こし、プロセス効率の低下やアルコール収率の低下を招く可能性がある。
したがって、蒸留業者の小麦需要は製パン業界と競合せず、「その他の良質な小麦」をターゲットにできる(Brown, 1990)。これにより、スコッチウイスキー蒸留業者は、より経済的な商品価格で適切な小麦を調達できる。
スコッチウイスキー用グレーン蒸留に適した小麦の一般要件は確立されており(Aguら, 2006, 2008b;Bringhurstら, 2003;Brosnanら, 1999)、主に以下が求められる:
- 軟質胚乳組織
- 高デンプン含有量
- 低総窒素(タンパク質)
- 高アルコール収率
その他、重要とされるパラメータには、水分含量、比重(スペシフィックウェイト)、粒径、硬度、夾雑物(スクリーニングス)が含まれる。
中でも最も重要なのは、アルコール収率とタンパク質含量の強い逆相関である。
通常、特定品種が指定されることはないが、一部蒸留業者は好みの品種リストを持つこともある。
しかし、農業システムの発展により、スコットランドでは栽培者市場が蒸留業者のエンドユーザー要件を強く反映するようになった。
軟質・低窒素の蒸留用小麦は通常、コモディティとして取引されるため、品質仕様は最小限に留められる。
蒸留所向け供給は、品質保証制度(例:スコットランドクオリティクロップス〔SQC〕)の下で、種子商または地元農場からのトレーサビリティパスポートに基づいて確保される。
スコッチウイスキー蒸留所は主にスコットランド国内から供給を受けており、スコットランドの軟質冬小麦作付面積の70%以上を使用することもある(Brosnanら, 2010)。
また、スコットランド中南部に位置するグレーン蒸留所では、イングランド北部からの供給も受ける。年によって比率は変動するが、適切な供給の可用性とコストに応じて調整される。
個別蒸留会社ごとに配送仕様に若干の差異はあるものの、通常、主に評価される品質パラメータは水分含量と総窒素であり、受入時には近赤外線(NIR)分析による迅速検査が行われる。
一部では、予測アルコール収率(PAY)をNIRでスクリーニングする場合もある。
蒸留業者はまた、比重、硬度、スクリーニングス、健全性(発芽、カビ、異臭汚染)などもチェックし、マイコトキシンや有害元素の不在を確認するための定期的なデューデリジェンス分析も実施する。
比重(スペシフィックウェイト)は、一定体積あたりの穀粒重量(kg/hL)であり、従来のブッシェル重量に相当する概念である。
比重が高いほど、デンプン(およびタンパク質)含量が高い。
グレーン蒸留所では、一般に72kg/hL以上を要求する(Brown, 1990)が、供給状況や収穫条件によって変動する可能性がある。
粒径(スクリーニングス)も重要であり、粒が小さすぎると製粉をすり抜けて未抽出のまま工程に入り、アルコール収率低下につながる。
粒径とアルコール収率にも正の相関があるとされ、大粒小麦の方が有利である(Aguら, 2008b)。
新しい蒸留用小麦品種の選抜
長年にわたり、小麦品種「リバンド(Riband)」が蒸留用小麦市場をリードしてきた(Lea, 2001)。
しかしその後、農業特性が改善された、蒸留適性を備えた新しい品種に取って代わられた。
品種「ビスカウント(Viscount)」は、複数の収穫年を通じて一貫して高いアルコール収率を示し、蒸留用として非常に人気を博したが、現在ではさらに新しい品種、例えば**LG-スカイスクレーパー(LG-Skyscraper)**などに置き換わりつつある。
この選抜プロセスは、
英国市場向けに農業成績およびエンドユーザー品質に優れた新小麦品種を評価・選定
するために設計されている。
毎年、AHDB(英国農業園芸開発委員会)は、英国植物育種者協会(BSPB)、英国国立農業植物研究所(NIAB)、スコットランド農村大学(SRUC)と共同で、
- 製粉業者
- パン製造業者
- ビスケット製造業者
- 飼料用
などの多様な用途向けに、新小麦品種の試験を実施している。
選抜手順
- 育種家は、新品種を最初に**ナショナルレベル試験(NL1・NL2)**に2年間提出する。
- 成功した品種は、その後、翌年には推奨リスト(RL)試験へ進む。
- これらの試験は英国各地の様々な環境下で行われるため、地域ごとの適応性も評価される。
- 最終段階では、試験結果に基づき、品種は仮承認または正式承認を受けるか、却下される。
新品種は最低でも3年間の試験期間を経て、推奨リストに登録される。
AHDB小麦委員会は、RL試験結果をもとに、農業成績、収量、発芽損傷傾向(例:落下数値=HFN)、病害抵抗性、倒伏耐性などの主要農業指標に加え、
**最終用途品質(製粉適性、ビスケット製造適性、蒸留適性)**も評価基準として考慮する。
蒸留用途における評価基準
スコッチウイスキー研究所(SWRI)は、毎年新しい小麦品種の蒸留性能データ(アルコール収率・粘度ベース)を提供し、蒸留適性を判定している。
- 「Good(良好)」:安定して高いアルコール収率を示す軟質小麦品種。
- 「Medium(中程度)」:平均的な収率または処理性能を持つ品種。
- 「Poor(低評価)」:アルコール収率が低く、または粘度問題を示す品種。
特に、硬質小麦および1B1Rライ小麦遺伝子を持つ軟質品種は、「Poor」とされ、粘度問題と低アルコール収率のリスクが高い。
理想的な蒸留用軟質小麦品種は、
- 安定して低窒素穀粒を生成
- 相対的に高いアルコール収率
- 良好な農業成績
を兼ね備えている(Brosnanら, 1999)。
品種選択と今後
蒸留業者は「Good」評価品種(例:Viscount)を好むが、供給不足時には「Medium」品種を選択することもあり得る(価格や可用性次第)。
蒸留業界と育種家の協議は継続されており、新品種のアルコール収率評価を通じて、
- 蒸留に適する品種
- 蒸留に不適な品種(例:Warrior)
を明確に区別できるようになっている。
「Warrior」は農業特性では優れているが、低アルコール収率と高粘度を示すため、蒸留用には不向きとされる。
このように、近年では蒸留適性に優れた多様な小麦品種が増加しており、これがサプライチェーンの持続可能性向上にも寄与している。
最近の研究(Rothamsted研究所、SWRI、Limagrain社)では、将来的に小麦の粘度を低減して加工性を向上させる手法も模索されている(BBSRC, 2018)。
穀物加工(Cereals Processing)
これらのプロセスの詳細に入る前に、
穀物加工における基礎的な生化学
およびそれが蒸留所での原料処理にどのように適用されるかを理解しておくことが重要である。
主に焦点を当てる領域は以下である:
- デンプンの構造と組成
- デンプンの糊化とレトログラデーション(再結晶化)
- デンプン分解酵素とその作用
これらはすべて、穀物が処理され、発酵可能な糖に変換されるプロセスに直接影響を及ぼす。
デンプン構造(Starch Structure)
デンプンを効率よくエタノールに変換することは、蒸留所の効率にとって極めて重要である。
グレーン蒸留の第一の目的は、原料から可能な限り多くのアルコールを生産することであり、原材料費は蒸留所運営コストの主要な構成要素である(Nicol, 1990)。
したがって、蒸留業者は穀物デンプンの構造と性質をよく理解し、発酵可能な基質への変換に及ぼす影響を認識しておく必要がある。
デンプンの基本構造と性質
デンプンの構造と機能に関する基本的な原理は、長年にわたり広く理解されてきた(Whistlerら, 1984;Pomeranz, 1988;MacGregor & Bhatty, 1993)。
KelsallとPiggott(2009)も、蒸留所に関連する重要な要素について簡潔にまとめている。
最近では、特にデンプンの微細構造やデンプン分解酵素群の詳細な分類に関する理解が進んでいるが、基本原則は依然として有効である。
PérezとBertoft(2010)はデンプン構造に関する包括的な最新レビューを提供し、BathgateとBringhurst(2011)はスコッチウイスキー生産に関連する側面を概説している。
穀物中デンプンの違い
スコッチグレーンウイスキー製造に用いられる主要なデンプン源は、
小麦とトウモロコシである。
デンプンの組成と構造は穀物種ごとに異なり、
これが
- 発酵可能糖への変換方法
- 原料処理の効率
に大きな影響を及ぼす。
植物では、セルロースに次いでデンプンが最も豊富な炭水化物であり、
すべての主要な器官(葉・根・種子など)に貯蔵炭水化物として存在する(Swinkels, 1985)。
デンプン粒子(スターチグラニュール)
デンプンは、アミロプラストという細胞小器官内にデンプン粒(粒径2–200μm)として蓄積される。
- 小麦デンプンは、大きなレンズ形**A型粒子(20–35μm)と、小さな球形B型粒子(2–10μm)**からなる。
→ 数ではB型粒子が多いが、総デンプン量の90%以上はA型粒子に含まれる(Bathgate & Palmer, 1973;Shannon & Garwood, 1984)。 - トウモロコシデンプン粒子は、不規則な多面体形状であり、一般に小さく、直径は最大15μm(Lynnら, 1997)。
- 小麦は二峰性分布(大小粒子)、トウモロコシは単峰性分布を示す(Cochrane, 2000)。
デンプン粒の大きさと構成は、
糊化温度や加工性に大きな影響を与える。
デンプン粒子の性質と影響
- 小さなB型粒子は、より結晶性が高く、糊化温度が高い。
- 通常のマッシング温度では、B型粒子は完全に糊化せず、処理が困難になる可能性がある(Bathgateら, 1973)。
トウモロコシデンプン粒も小さく結晶性が高いため、より高温での糊化が必要となる。
さらに、デンプン粒には、微量のタンパク質や脂質が含まれ、これらは
- アミラーゼ分解感受性
- レトログラデーション(再結晶化)傾向
に影響を及ぼす可能性がある(Cochrane, 2000;Swinkels, 1985)。
デンプンの分子構造
デンプンは主に以下の2成分からなる:
| 成分 | 構造 | 特徴 |
| アミロース | α-(1,4)グルコース鎖(直鎖状) | 分子量105–106 Da、長鎖2000単位 |
| アミロペクチン | α-(1,4)グルコース鎖+α-(1,6)分岐 | 高度に分岐、分子量最大10⁸ Da |
- アミロースは比較的直鎖構造、左巻きヘリックス。
- アミロペクチンは高度に分岐し、結晶性を持つ(French, 1984;Lineback & Rasper, 1988)。
一般的なデンプンの組成比は、
**アミロース20–30%、アミロペクチン70–80%**である(Janeら, 1999)。
穀物(小麦・トウモロコシ・ソルガム)はアミロース含量が高く(約28%)、
根菜・塊茎(ジャガイモなど)はアミロースが低い(約20%)。
デンプンの糊化(Gelatinisation)
デンプンは粒子内に沈着した段階では部分的に結晶構造を持ち、水にはほとんど溶解しない。
このデンプンを利用するには、粒子構造を破壊し、水を吸収させる必要がある(Evers & Stevens, 1985)。
糊化(ゲル化)は、デンプン粒が水分と熱によって膨潤・可溶化されるプロセスであり、Zobel(1984)によって以下のように定義されている。
通常、
- デンプンを水に分散させ
- 加熱することで
デンプンが溶解し始める。
最終的に、アミロースとアミロペクチンの断片を含む懸濁液が形成され、これが酵素分解(糖化)に適した状態となる(Palmer, 1986)。
糊化プロセスの各段階
- 初期段階(0–40°C)
→ デンプン粒子が水に曝され、**可逆的な軽度膨潤(アモルファス相)**が起こる。 - 加熱段階
→ より高温になると、**結晶構造が破壊(溶融相)**される。
→ 非結晶成分と結合し、不可逆的な膨潤・水和が起こる(French, 1984)。 - 粘度の急上昇
→ アミロースが粒子から溶出し、粘度が急上昇する。 - 結晶構造の崩壊
→ 粒子内部の分子配列が破壊され、偏光下で観察される複屈折性の喪失が起こる(Atwellら, 1988;MacGregor & Fincher, 1993)。
糊化における構成要素の役割
- 糊化過程における粒子膨潤の主因は、アミロペクチンの働きによる(Fredrikssonら, 1998)。
- 糊化により、
- アミロースのらせん構造が解離し
- アミロペクチンの結晶構造が崩壊
し、自由な水和が可能になる。
これにより、デンプン粒は膨潤し、
→ アミロースが粒外へ拡散、最終的には粒構造が完全に破壊される。
糊化開始温度とアミロース含量の関係
- アミロース含量が多いほど、糊化開始温度は低下する傾向がある(Fredrikssonら, 1998)。
- すなわち、アミロースが多いデンプンは比較的低温で糊化が始まる。
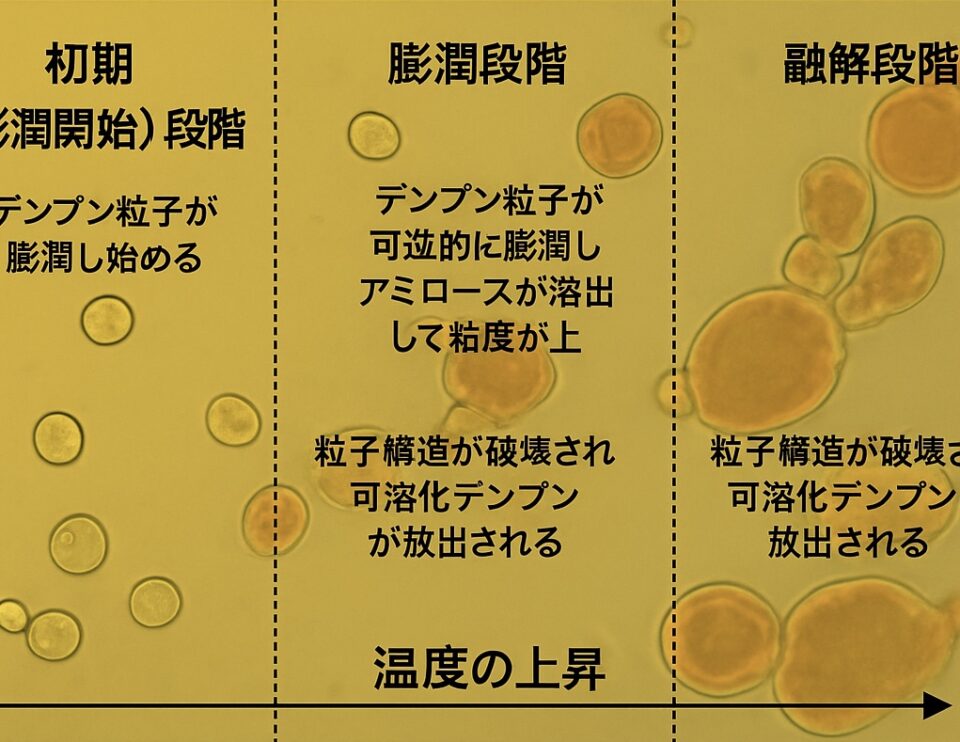
図10.2(視覚的イメージ)
図10.2では、デンプン粒子が糊化する過程の物理的変化が視覚的に示されている。
左から右へと温度が上昇するにつれ、デンプン粒子は:
- 結晶性を失い
- 膨潤し
- 最終的に破壊される
これが糊化プロセスである。